摘 要:文章介紹了PE管道質量、工程建設相關標準,列舉了兩種PE管帶壓開孔封堵設備,論述了電熔連接相關問題,提出了對PE管帶壓開孔與封堵技術推廣的建議。
關鍵詞:帶壓開孔 封堵 PE管
1 PE管道相關標準
針對聚乙烯混配料,《供應氣態燃料的埋設式聚乙烯管—公制系列—規范》(ISO4437—2007)與《燃氣用埋地聚乙烯(PE)管道系統-第1部分:管材》(GB15558.1—2003)對PE管道專用樹脂進行了分級,對聚乙烯混配料的密度、熔體流動速率、氧化誘導期、揮發分、水分、炭黑含量、炭黑分散、耐氣體組分、全比例試驗、耐慢速開裂增長、氧化誘導期等指標給出規定。燃氣管道施工中,《聚乙烯燃氣管道工程技術規程》(CJJ63—2008)從材料、管道設計、管道連接、管道敷設、試驗與驗收七個方面對燃氣管道施工相關環節給予規定,這一標準在2008年8月1日開始實施,促進了聚乙烯燃氣管道的規范化施工。
2 PE管道的帶壓開孔與封堵
隨著PE管道在城市燃氣管網中的大量運用,對PE燃氣管的維修搶修工作已成為燃氣輸配公司日常運營管理工作中的一項重要工作。一般情形有三種:
(1)對管道局部的較小孔洞及裂縫,可采用電熔鞍型管件將被破損部分擋住后,通過電熔焊機使鞍型管件與管道管壁熔為一體,從而達到修復管道目的。
(2)當D200以下的管道出現較大破損時,可利用管道本身的柔軟性,在被破損處兩端用燃氣專用壓管器將管道壓扁(對于D63~D200的管道,用壓扁器并不能完全切斷氣源),然后把氣源切斷,再對破損處進行維修。
(3)對于大口徑的管道破損,則在破損處兩端鉆孔(專用PE管鉆孔工具),然后將隔離球塞(皮碗或囊式)入孔內將管道封堵。最后對中間的破損部分進行切割更換處理。對于不容許停氣的搶修,可在隔離球(皮碗)外側再鉆兩個孔,連接旁通管以臨時供氣。除以上三種情形之外,直接停氣置換搶修也很普遍。
2.1帶壓開孔、封堵設備
PE管道帶壓開孔與封堵的原理與金屬管道開孔封堵原理是一樣的,國內不停輸設備生產廠商開發出了一套帶壓開孔封堵設備并形成專利(專利號ZL02224145.0)。
該系列設備包括帶壓開孔機、機架、下堵器,適應管徑D160~D300mm,溫度-10~+40℃,介質壓力≤0.4MPa。
另外一種情況,國內大型塑料制品商結合自身管材、管件特點開發出了適用其產品系列的帶壓開孔設備,比如亞大塑料制品公司的帶壓開孔設備,見圖1。
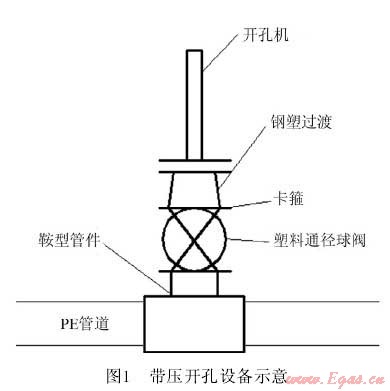
該帶壓開孔設備適用公稱外徑63~630mm,有兩種鞍型管件供使用(鞍型直口SATURN、鞍型直口TOPLOAD),按公稱外徑63~630mm、SDR11、17.6、21分別選擇60mm帶壓開孔刀及120mm帶壓開孔刀。因為管材、管件均產自同一廠家,所以電熔質量得到保證,這種帶壓開孔設備可以按設計要求安全、順利帶壓開孔。
2.2鞍型管件與待開孔管材之間的熔接
PE管帶壓開孔與封堵中一個關鍵問題是:如何保證鞍型管件與待開孔管材的熔接質量。施工單位在PE燃氣管道維修時,經常遇到待開孔管道與管件不配套的情況。由于不同廠家生產的電熔連接機具或電熔管件的焊接參數(如電壓、加熱時間)可能不同,因此,在電熔連接時,通電加熱的電壓和加熱時間,應按電熔連接機具或電熔管件生產企業提供的參數進行。施工單位在熔接前,應該對管材(件)進行熔接工藝評定,以確定其是否可以熔接。實際上,針對PE帶壓開孔封堵這類“特殊”施工,施工單位對不同廠家的PE管材、管件進行熔接工藝評定是不現實的。
另外,由于以往國內各廠家生產的聚乙烯管材管件采用的材料并不是完全符合標準的管材專用料,因此不同品牌和不同壓力等級的聚乙烯管材管件的電熔連接質量更是難以保證。
綜上,由于以上問題的存在,阻礙了PE管帶壓開孔封堵技術的普及應用。
3 PE管材、管件的電熔連接
3.1要求電熔連接的特殊情況
《聚乙烯燃氣管道工程技術規程》(CJJ63—2008)規定:不同級別和熔體質量流動速率(MFR)差值(條件是190℃、5kg)不小于0.5g/min的聚乙烯原料制造的管材、管件和管道附屬設備,以及焊接端部標準尺寸比(SDR)不同的聚乙烯燃氣管道連接時,必須采用電熔連接。公稱直徑小于90mm的PE管道宜采用電熔連接(因為管徑較小的管材,在采用熱熔對接焊時其焊接斷面尺寸較小,不能保證焊接強度,因而只能采用電熔承插焊接)。實際應用中,不同材質的管材與管材、管材與管件或閥門的連接,同材質不同系列的管材與管材、管材與管件或閥門的連接,不同廠家的PE100材料的連接和PE100與PE80材料的連接,由于MFR或壁厚可能有較大差異,應當采用電熔套筒連接。
3.2電熔連接的質量影響因素
《PE燃氣電熔管件電熔連接耐氣密性的研究》對注塑PE100電熔管件進行了熔接測試,得到結論:“隨著通電時間的延長,PE燃氣電熔管件耐氣密性不斷升高,當通PE燃氣電熔管件、管材電熔連接的耐氣密性達到最高后,隨著通電時間的繼續延長,PE燃氣電熔管件、管材電熔連接的耐氣密性反而開始降低。這主要是因為:當通電時間過短時,管材、管件之問沒有充分熔融,管材、管件之間存在縫隙;通電時間過長,管材、管件之間熔融過頭,冷卻后產生空洞;只有通電時間適中時,管材、管件之間才不會存在縫隙和產生空洞,PE燃氣管件、管材電熔連接的耐氣密性達到最高。”
“隨著銅電阻絲電阻的升高,PE燃氣管件耐氣密性不斷升高,當銅電阻絲電阻升高到最大值后,PE燃氣管件、管材電熔連接的耐氣密性趨于穩定。這主要是因為:當銅電阻絲電阻過低時,電阻絲發熱量不夠,管材、管件塑料樹脂不能充分熔融,使得管材、管件之間存在縫隙。”
“管材、管件的MFR越接近,其相容性越好,管件電熔連接后氣密性越好。”
“管材、管件之間配合尺寸增大,電熔連接后耐氣密性降低,只有管材、管件配合尺寸在0.05~0.20mm之間時,電熔后才不會產生縫隙和空洞,電熔連接后耐氣密性良好。”
3.3電熔鞍型連接的質量檢驗
對于熱熔連接接頭,主要檢查接頭翻邊的對稱性、接頭對正性,并進行翻邊切除檢驗。一般對于材料問題如熔體質量流動速率不匹配、受潮,操作問題如壓力、溫度、時間參數設置不當等基本能夠發現。而對于電熔連接接頭,接頭的融合情況都包覆在電熔管件內,在熔融料沒有大量溢出的情況下,質量檢驗只能從電熔管件上的觀察孔來判斷,對于材料本身及軸線不一致引起的質量問題往往無法發現。因此電熔鞍形連接的質量判斷相對比較困難。
《聚乙烯燃氣管道工程技術規程》(CJJ63—2008)提到對于電熔鞍型連接質量檢驗:
(1)電熔鞍型管件周邊的管材上應有明顯刮皮痕跡(為了確認已經去除焊接表面上的氧化層);
(2)鞍型分支或鞍型三通的出口應垂直于管材的中心線(如果不垂直會導致虛焊);
(3)管材壁不應塌陷;
(4)熔融料不應從鞍型管件周邊溢出;
(5)鞍型管件上觀察孔中應能看到少量熔融料溢出,但溢料不得呈流淌狀(如果溢料說明已過焊)。
《燃氣用聚乙烯管道焊接技術規則》(TSGD2002—2005)對電熔鞍型焊接工藝評定檢驗與試驗要求:
(1)外觀檢查;
(2)DN≤225擠壓剝離試驗;
(3)DN>225撕裂剝離試驗。
以上兩個標準提到的聚乙烯管道接頭質量檢驗主要靠目視檢測和破壞性試驗。目視檢測不能直接觀察到接頭的內部狀況,其檢測可靠性不高;破壞性試驗是一種抽樣檢測方法,抽樣比例極小,難以代表施工質量(尤其針對PE管帶壓開孔封堵這種特殊施工,無法抽樣只能外觀檢驗后進行氣密性試驗)。國外研究人員早在九十年代就開始了對PE管道熔接接頭進行無損檢測的相關研究實踐。我國的《無損檢測聚乙烯管道焊縫超聲檢測》(JB/T10662—2006)提到了熱熔對接焊縫、套接焊縫的超聲檢測方法,由于聚乙烯材料超聲波衰減系數大(0.49~0.51dB/mm范圍內變化)以及電熔接頭中金屬絲信號干擾導致常規超聲檢測方法無法有效檢出接頭缺陷。近幾年,浙江大學與浙江省特種設備檢驗中心利用超聲相控陣技術及B掃描成像技術對電熔承插接頭進行缺陷檢測,經試驗證實具備應用于工程實踐的可行性。
4 聚乙烯混配料、管件
4.1聚乙烯混配料現狀
國外進口樹脂在國內市場處于絕對優勢,國內石化企業和科研機構也已投入大量精力進行研發生產,取得了一定進展,但存在滿足要求的生產企業少、樹脂牌號少、質量性能不穩定等問題。
4.2電熔管件
國內存在大量從事電熔管件生產的企業,尤其是近十年來大量外資在國內建廠,極大提高了管件供應量,這一方面滿足了我國燃氣管網建設對電熔管件的需求,另一方面也造成了“在多種供應商、多種原料、多種生產規范下生產的管件、管材匯織一張燃氣管網”的局面,導致日后管網維修難度加大、管網維護成本提高。
5 結語
筆者認為,為了能夠實現安全、保質的PE管開孔封堵,有以下幾個問題需要解決或完善:
(1)地方燃氣管網建設、管理單位應借鑒G5+組織(香港中華燃氣、北京燃氣、廣州燃氣、深圳燃氣、成都燃氣組成)制定的G5+標準模式,對PE材料供應商、原料、生產規范等提出嚴格要求,指定原料,保證混配料質量;
(2)進一步完善國家標準中有關檢測和控制電熔管件焊接性能和焊接質量的性能指標,比如加大對PE管道無損檢測技術的研發與實踐,進而形成國家、地方、行業標準;
(3)PE管件、管材供應商與國內不停輸設備生產廠商合作,將各自的管件管材熔接優勢與帶壓開孔封堵設備優勢互補,形成系列PE帶壓開孔、封堵設備(比如燃氣管網建設、管理公司指定某家管材、管件供應商,該供應商提供的管材與管件相互配套,管件與國內不停輸設備廠商的開孔設備相配套,這樣就徹底解決了燃氣管網中多品牌管材、管件問題,同時也為PE管帶壓開孔提供了應用條件);
(4)燃氣管網建設、管理公司牽頭,召集地方造價站、設計單位、施工單位,合理確定特殊施工(諸如此類帶壓開孔、封堵類施工)的定額,建立、健全相關設計規范、施工工法,規范設計、施工。
PE管帶壓開孔、封堵技術有一定實際應用價值和發展前景,隨著PE管道在城市燃氣管網中比例的不斷加大、PE材料質量標準以及工程建設標準的進一步完善和落實、PE材料市場的進一步規范,這項技術必將同金屬管道帶壓開孔封堵技術一樣得到普及應用,發揮其在燃氣管網維修搶修中的作用。
(本文作者:傅明華 王可棟 上海煤氣第二管線工程有限公司)
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
