摘要:長距離埋地管道運輸是目前石油天然氣資源的主要輸送方式,由于地管道運行環境復雜,各種原因造成的管壁腐蝕直接威脅管道的使用壽命如何了解管道的腐蝕狀況,有目的地對管道進行維修和搶修,確保管道的全運行,延長管道的服役時間,先進的檢測技術是關鍵。近幾年隨著科技的發展,新型檢測技術不斷涌現。本文簡要介紹三種主要的檢測技及其原理,并從實現角度出發做了簡要探討。
關鍵詞:管道;檢測方法;漏磁:超聲;渦流
1 前言
隨著科學技術的進步和各個領域的蓬勃發展,工業、國防、化工、石油運輸等領域對材料質量、設備安全的要求越來越高。材料質量問題、在役設備的環境腐蝕和疲勞斷裂的出現造成了重大經濟損失和嚴重生產事故。飛機失事、鐵路、橋梁的疲勞斷裂、長輸管道的泄漏、壓力容器的爆炸等都成為無損檢測技術產生與發展的直接動力。
對于輸送管道的檢測一般在不停輸情況下進行,檢測條件復雜,環境惡劣。所采用的方法主要包括外部檢測和內部檢測。內部檢測(簡稱內檢測)對檢測器的要求較高,且對管道情況的要求也比較苛刻,儀器被投放到高溫高壓的輸送介質中,以檢測器前后的壓力差為動力。外部檢測(簡稱外檢測)直接利用儀器對管壁進行測試,此種方法比較靈活但效率較低,不太適用于自動化檢測。
為了解決材料質量和設備運行的安全問題,近些年來國內外在無損檢測領域的研究與應用方面取得了很大的進步。對于油氣輸送管道的檢測,國外二十世紀五六十年代就開始研究。國外以PII公司、TurboScope公司及Pipetronix公司等管道檢測服務公司為代表,擁有世界最為先進的檢測設備及檢測技術,但檢測費用極高。
國內對于油氣輸送管道的檢測,主要以廊坊管道技術公司為代表,該公司擁有Φ273、Φ325、Φ377、Φ529、Φ610、Φ720等多種口徑的漏磁腐蝕及變形的內檢測設備,可對各種口徑長輸管道進行在線檢測。同時,該公司還擁有11種規格的管道帶壓封堵設備,而且對常規存儲罐底板的檢測和管道防腐層的判廢及容器和輸油管道的陰極保護等都有豐富的檢測經驗。
在管道外檢測技術方面的自動化設備,國內外主要以超聲波、漏磁和渦流等領域的發展為代表。
隨著科學的進步和計算機信息領域的突飛猛進,一些新型檢測技術被開發應用起來,激光全息檢測技術、電磁超生法、聲振法、聲發射等新技術都涌現出來。自動化技術使快速高效可靠的無損檢測儀器的產生成為可能。
2 檢測原理
2.1 漏磁檢測技術
(1) 原理:
漏磁檢測是通過磁場將被檢物體磁化,拾取缺陷處的漏磁信號并對漏磁信號進行分析而取得腐蝕情況的。
(2) 漏磁場的形成:
當鐵磁性物體被磁化時,缺陷處的磁力線會出現外溢現象,外溢量的大小同材料性質、被檢物體的幾何形狀、缺陷的幾何形狀都有關系。對于檢測儀器而言外溢量越大則越容易檢測到缺陷。當磁場由不同磁性物質界面穿越時,由于磁場特性H對于無自由電流分布的介質是連續的即▽×H=0、▽·B=0,另外表面切向方向磁場強度為ht2,切向方向的磁感應強度為bt2,內表面切向分量的磁場強度為ht1切向方向的磁感應強度為bt1;另材料外表面法向方向的磁感應強度為bn2法向方向的磁場強度為hn2而材料內表面磁感應強度為bn1法向方向的磁場強度為hn1。所以對于材料內外表面切向方向的磁場強度是相等的,法向方向磁感應強度是相等的,即:bn1=bn2;ht2=ht1
又由于B=μH,如圖1:
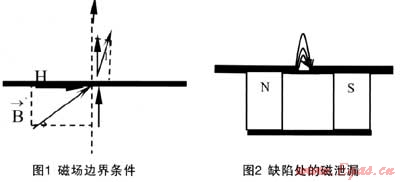
式中μ2為介質2中的磁導率;μ1為介質1中的磁導率。
由上述理論可導出,當磁場由磁導率大的介質穿出到磁導率小的介質中時,磁場向法向發生偏轉。因此當磁場在管壁上遇到缺陷時由于μ2遠小于μ1。使得磁場在缺陷出溢出形成漏磁信號。
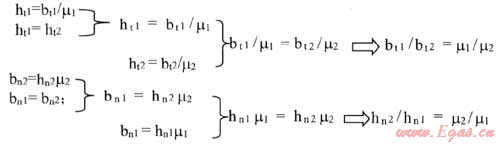
所以當磁場穿過不同磁特性的界面時發生偏轉,當管道內壁或外壁存在缺陷時磁場會從缺陷處溢出如圖2:當線圈在漏磁場處進行切割磁力線運動時便產生感應電動勢從而有電信號產生。再通過數據采集系統和定位系統得到缺陷的大小和確切位置。
(3) 影響缺陷信號大小的因素:
A、探頭靈敏度
探頭靈敏度的影響因素很多包括感應線圈的電感大小,探頭外殼材料的磁特性等
B、檢測器在管道中運行的速度
由于ε=dΦ/dt
Φ=B×S
ε=d(B×S)/dr
ε=S×(dB/dt)+B×(dS/dt)
由式ε=S×(dB/dt)+B×(dS/dt)可以看出,當線圈切割磁力線的速度越快所產生的感應電動勢越大。所以調節通道板的增益時也應考慮檢測器運行速度的大小。
C、管壁的薄厚:
當管道壁板材料相同而板材厚薄不同時,相同大小的磁場強度在管壁內形成的磁通密度不同,所以相同大小的缺陷在相同磁場強度的情況下管壁越薄所形成的漏磁信號越大。
(4) 組成:
A、動力裝置
為了達到自動掃描,提高效率,本系統擬采用動力裝置,動力由調速電機提供,通過爬行輪牽引在管道上爬行。操作人員在地面對其進行控制操作。
B、檢測傳感器
可采用線圈傳感器或霍爾元件傳感器兩種方案。將傳感器(簡稱探頭)合理地分布于管道上方來拾取漏磁信號達到檢測缺陷的目的。
為了使得所掃描范圍不漏檢可以將探頭分為前后兩排交叉分布,這樣可以節省橫向空間同時保證了避免漏檢。
C、磁化方式
對于磁化方式存在兩種磁化機制:
1、利用永久磁鐵對管壁進行磁化,永久性磁鐵的磁性材料可用釹鐵硼。此種方案的優點是不需要外加輔助設施靈活方便,但永久性磁鐵磁性強度相對較小。
2、采用電磁鐵的方法對管壁進行磁化,電磁鐵可利用硅鋼片為軛鐵用線圈纏繞通電形成磁場。此種方法的優點是對管壁的磁化強度可調易于控制。
D、機械架構
為了適應各種管道的檢測,檢測設備的機械構架應具有活動機構。
E、數據處理
對于所采集的數據可以使用實時顯示處理的方法,也可以采取存儲后期處理方案。
1、實時處理分為信號傳輸和數據傳輸兩種機構,信號傳輸由檢測器傳出的數據為采樣信號,傳出后直接進入工控機由工控機進行后續處理,這樣的優點是采樣速度和處理速度可以達到很高,但難免存在傳輸線上的信號衰減,傳感器需要作特殊電路上的處理。對于數據傳輸由于傳輸距離相對較長所以可以使用RS-232進行串行數據傳輸,此種方法硬件設計較簡單。由計算機直接接收檢測器所傳出的數據或信號,并通過數據處理軟件進行實時顯示和相應的數據處理。2、后期處理的方法較為復雜,檢測器必須存在里程記錄和方位記錄等功能。首先將檢測器采集的數據存儲到檢測器的存儲器中,檢測完成后由檢測器傳出數據,再通過數據分析軟件進行數據處理后得到管道的腐蝕點。此種方法的優點是減少了檢測時的繁瑣操作過程但所采集的數據量增加了,一次性檢測的距離受到限制。
F、電源
電源是檢測系統的動力來源,可以通過電池或由電纜線提供。
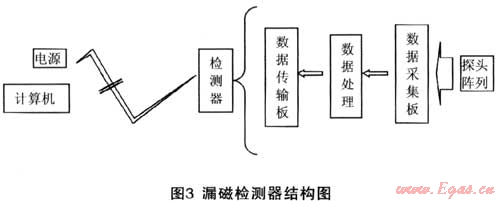
G、總體設計結構
H、適用范圍
此種檢測方法需對被檢管道的保溫層進行剝離最大防腐層厚度為6mm。
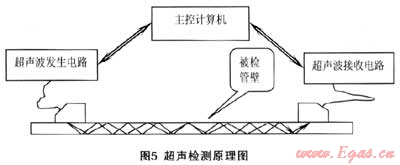
2.2 超聲檢測技術
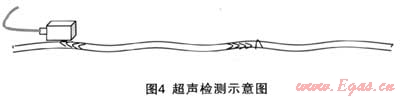
當今超聲無損檢測技術發展日新月異,新技術新成果層出不窮。為了能夠適應帶有防腐層管道的檢測,我們對超聲新技術進行了前期調研,找到一種先進的超聲檢測方法Lamb Wave超聲檢測技術。Lamb-Wave波是在板中傳播的橫波縱波反射及充分干涉疊加,激起全板振動。此項技術的優點是超聲波在被檢物體中以整體板的形式向前傳播,依靠接收探頭接收數據來檢測缺陷。本技術可以將發射探頭與接收探頭分離開來,這樣可以減少防腐層的剝離。
本檢測方案初步定義如下:
(1) 原理:
蘭姆波一般適用于厚度與波長相當的薄板,蘭姆波的激發與頻率、板厚縱波的入射角密切相關。在檢測時不同模式的蘭姆波在板材界面的不同厚度處有不同的能量流分布,在被檢物體內部表現為有不同垂直位移分量和水平分量。因此在檢測時僅用一種模式不能發現其中的全部缺陷。就位移分量的特點來看,垂直分量越大,傳遞給周圍介質的能量越大,蘭姆波能量傳遞越快,傳播距離越短,相反水平分量越大,能量傳遞損失越小,傳播距離越遠,所以一般選擇模式時一般選擇水平分量大的模式。
(2) 組成:
A、探頭
探頭是超聲波產生和接收的直接傳感器,要想在不同材料的工件中產生Lamb-Wave超聲波應具有不同制造工藝的探頭。為了能夠形成板波,矩形壓電晶片位于垂直板面的方向上的平面內其長邊應至少為板厚的7~10倍,并應有適當的入射角,保證聲束有足夠的寬度,以便充分疊加干涉。
B、超聲波發生電路
超聲波發生電路由同步脈沖產生電路(由主控計算機產生)功率放大電路、升壓電路組成。超聲檢測儀應有足夠的發射功率和發射脈沖寬度,保證發射脈沖有足夠長的持續時間以利于波的干涉。頻率的選擇與被檢物體的材質、厚度相關。Lamb-Wave波檢測通常使用的頻率范圍為0.6~1OMHz,最常用的有1、1.5、1.8、2、2.5、和5MHz。
C、超聲波接收電路
超聲波接收電路由信號接收和信號放大及衰減電路組成。
D、數據處理
由計算機軟件進行實時分析顯示圖象。
E、電源
提供電源為220V 50Hz
F、總體設計結構
2.3 渦流檢測技術
(1) 原理
渦流檢測技術是一種新型檢測技術,它利用導體中的渦流效應實現對導體材料中的缺陷性質進行分析。由電磁理論可知,隨時間變化的電磁場相互轉化,當導體中通以交變電流時會在導體內部和周圍產生交變的磁場,在交變磁場的作用下,導體中將產生與所加交變電流相反的電動勢,表現為交變電流的阻抗。對于渦流檢測器其應用時探頭線圈中通以交變電流,交變電流在被檢導體內形成與其相反的渦旋電流如圖:
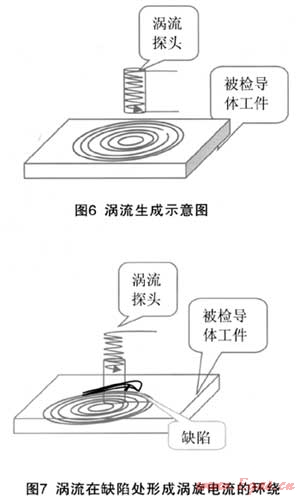
當被檢測物體上有缺陷存在時,所形成的渦旋電流將繞過缺陷,所以所形成的感應電磁場發生變化,從而使耦合后的阻抗發生變化,其變化將在探頭上感應出來。渦流檢測優越之處在于其激勵信號為交變電流,通過對交變電流相位的不同的分析可以提高檢測信號的信噪比,提高靈敏度。
(2) 組成:
A、探頭
渦流檢測器的探頭是渦流檢測的關鍵部分,直接影響到整個系統檢測靈敏度的高低和信噪比的大小。良好的探頭設計和適宜的探頭結構形式能使原本不易探測的缺陷信號得以增強。探頭的形式主要包括差動式(Differential)、絕對式(Absolute)、和反射式(Reflection,Drive pick-up)線圈,一般根據被檢材料材質檢測速度等因素對探頭形式進行選擇。
B、信號發生電路:
被檢導體上渦流的產生較為復雜,首先需要一個激勵信號,一般由線圈產生。通過向探頭(線圈)中通以特定頻率的交流電,交流電的頻大小非常重要,它不僅直接影響檢測缺陷的深度,而且對檢測靈敏度影響也很大。交變信號通常為較大功率的正弦波信號,這樣有利于拾取信號的分析。
C、信號處理部分
首先由探頭接收信號,通過對反饋信號進行阻抗分析,提取相位的變化確定缺陷的信息,但對于被檢導體而言由于探頭的提離效應和被檢導體邊緣效應的影響,必須對信號進行處理來抑制無用信號帶來的影響。
3 結束語
無損檢測技術的發展日新月異,檢測精度不斷提高,本文中提級的三種檢測方法各有利弊。對于檢測數據的最終處理要求不一,為了提高檢測質量可以利用現代信號處理技術對最終數據進行深度加工。從而充分挖掘檢測系統的系統資源。
(本文作者:常連庚 陳崇祺 張永江 季峰 中國石油天然氣管道局管道技術公司 河北廊坊 065000)
贊 賞 分享
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
- 注解:本資料由會員及群友提供僅供閱讀交流學習,不得用于商業用途!
