摘要:結合工程實例,介紹了煤氣混合加壓系統的幾大關鍵點及解決辦法,包括煤氣管徑、調節閥大小的確定,熱值與壓力的穩定控制。
關鍵詞:煤氣混合;熱值;壓力
Optimal Design of Coal Gas Mixing and Pressurization System
LV Jian-peng,LEI Zhong-ming
Abstract:Combined with an engineering example,the several key points and solutions of coal gas mixing pressurization system including determination of pipe diameter and regulator valve size and stable control of calorific value and pressure are introduced.
Key words:coal gas mixing;calorific value;pressure
1 概述
石灰是煉鋼生產中最重要的輔助原料,分為活性石灰和普通石灰。通常將活性度在300ml以上的石灰稱為活性石灰。活性石灰與普通石灰相比,具有體密度小、氣孔率高、比表面積大、化學純度高、活性度高等優點。采用活性石灰煉鋼,造渣速度快,脫磷脫硫效率高,能提高鋼的質量,降低生產成本,因此采用活性石灰煉鋼成為鋼鐵企業發展的必然趨勢。
目前活性石灰主要靠K-K型回轉窯生產,回轉窯需要的煤氣熱值比較高,一般在12.56MJ/m3以上,而鋼廠內高熱值的焦爐煤氣一般比較緊缺,低熱值的高爐煤氣比較充裕。為了降低成本和節省優質能源,一般在建設K—K型回轉窯生產活性石灰時,也建設煤氣混合加壓系統。
2006年和2007年,鞍鋼集團和通鋼三友公司分別投產750t/d和800L/d的活性石灰生產線各1條,這2條線都配有煤氣混合加壓系統[1],這部分由筆者負責工藝設計、安裝指導、調試點火。目前這2個煤氣混合加壓系統的熱值和壓力穩定,運行良好。
混合煤氣的熱值和壓力穩定與否,影響煤氣的質量、設備的壽命、生產的環境,進而影響活性石灰的質量和產量。煤氣混合過程中存在多種影響煤氣熱值和壓力穩定的因素,如氣源壓力的波動、用氣負荷的變化、大流量閥門操作的非線性、煤氣支管上4個閥門操作上的相互影響、煤氣支管之間的相互影響以及熱值儀測量滯后等,給混合煤氣熱值和壓力的調節控制帶來很大的困難。我公司建設的這種煤氣混合加壓系統,將硬件(電動調節閥門、流量計、熱值分析儀、壓力變送器等)和軟件(PLC控制系統)有機結合,適應性非常強,2種煤氣的壓力差值最高可達8~10kPa,混合煤氣的流量不受限制,熱值調控范圍最高可達5.024MJ/m3,且不需要煤氣儲氣罐。混合后壓力穩定,熱值精度高,可以達到±104.67kJ/m3以內,甚至更高。控制原理簡單,控制程序易懂易編。
2 工藝配置
煤氣混合加壓系統工藝流程見圖1。煤氣混合部分的關鍵技術是:
根據2種煤氣的壓力、流量確定2路煤氣管道的管徑;確定2路煤氣管道上主調節閥和輔調節閥的大小。
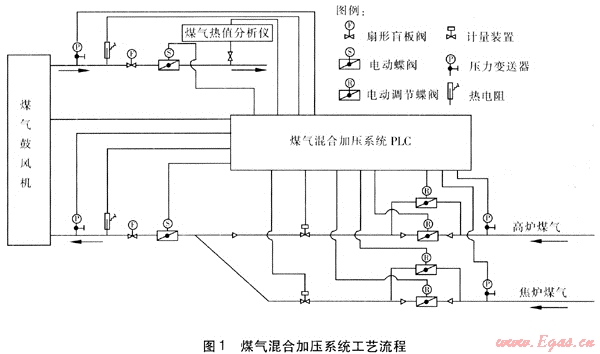
① 確定2路煤氣管道的管徑
煤氣混合加壓系統中管徑的確定方法與直接輸送煤氣時管徑的確定方法不同,前者選擇12m/s左右的流速即可[2、3],且必須考慮2種煤氣的壓力和流量范圍。例如:在鞍鋼集團配備的煤氣混合加壓系統中,焦爐煤氣的壓力為1~4kPa,高爐煤氣的壓力為3~6kPa,煤氣的壓力波動頻繁,有時2min內2種煤氣壓力就能完全對調。總煤氣量為12500m3/h,其中焦爐煤氣量為7750m3/h,高爐煤氣量為4750m3/h。焦爐煤氣管道的公稱直徑選為600mm(也考慮了單燒焦爐煤氣的可能),高爐煤氣管道的公稱直徑選為500mm。
② 確定2路煤氣管道主、輔調節閥的大小
這4個閥門的選擇關系到煤氣混合后熱值是否滿足設計要求,為了降低高爐煤氣管道上2個電動調節閥門與焦爐煤氣管道上2個電動調節閥門調節時的相互影響,采用單支管并聯的組合方式,見圖1。調節閥的大小由2種煤氣的壓力、流量及混合后的熱值等因素確定,論證和計算過程比較繁瑣,主、輔調節閥門通過的流量基本按照6:4確定,還要考慮閥門的最佳調節區間等因素。經過論證和計算,焦爐煤氣主調節閥和輔調節閥的公稱直徑分別為400mm和300mm;高爐煤氣主調節閥和輔調節閥的公稱直徑分別為350mm和250mm。
3 工藝控制
① 熱值穩定控制
穩定熱值的工作,并不是剛開始就順利的,我們走了很多彎路。開始采用德國UNION(尤尼)高速熱值分析儀,利用混合煤氣的熱值反饋,調節焦爐煤氣、高爐煤氣的主調節閥和輔調節閥,但是這樣系統運行起來很不穩定,熱值波動很大,窯內的溫度波動也很大,24h內的溫度波動能達到±150℃,嚴重影響了產品質量的穩定性。原因是從調節閥門引起2種煤氣流量變化致使混合煤氣的熱值變化,到熱值分析儀檢測到變化后的熱值之間有一個約90s的滯后時間。由于2種煤氣的壓力波動頻繁,從檢測熱值,并與設定熱值比較,發現檢測到的熱值不在設定范圍內從而需要調節,到此次調節后的熱值再次反饋到控制系統上需要90s,在這90s內2種煤氣的壓力早已發生了改變。因此此種穩定熱值的方法在2種煤氣壓力波動頻繁的情況下是不適用的。
經過2個多月的摸索,也參觀了鋼廠的其他煤氣混合系統,效果仍不理想。最后徹底否定了原來利用熱值分析儀的熱值反饋來調節煤氣混合熱值的方法,熱值分析儀不參與控制,所檢測的熱值僅作為參考數據。
先利用焦爐煤氣和高爐煤氣上的流量計測出2種煤氣的流量,根據2種煤氣的熱值和流量通過控制系統計算出}昆合煤氣的熱值,并與設定的混合熱值進行比較,根據計算出的熱值是否在設定范圍內,決定是否調節。如果需要調節,根據我們的需要確定最低±209kJ/m3為一檔,以±209kJ/m3的整數倍依次調節,最大檔為±2.09MJ/m3。超過±2.09MJ/m3的,統一按照±2.09MJ/m3最大檔處理。根據計算值和設定值的差值的大小,進行相應幅度的調節。
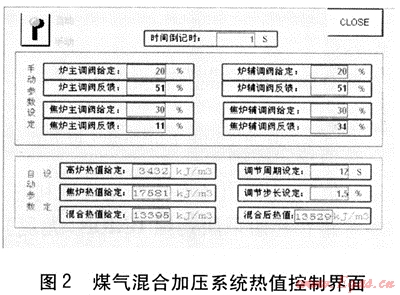
在這個控制系統中,高爐煤氣的熱值、焦爐煤氣的熱值、混合煤氣的給定熱值、閥門調節的周期、閥門調節的步長都可以在操作界面上直接輸入,見圖2。此控制系統使用起來非常方便,調節后的熱值也可以即時顯示。通過WCC系統軟件,可以調出任何時刻的煤氣混合情況。
經過改進,混合后煤氣的熱值非常穩定,基本在設定范圍內。但是因為流量計測出的流量有誤差,且焦爐煤氣和高爐煤氣的熱值也不十分穩定,所以通過煤氣流量和熱值計算出來的混合煤氣熱值與實際混合熱值存在誤差。我們利用熱值分析儀測出的熱值與計算熱值進行對比,經過10多天的對比觀察,發現二者的誤差是有規律的。由于煤氣的流量測量值不好改動,便把2種煤氣的給定計算熱值稍作修改,這樣計算的混合熱值和檢測得到的熱值完全吻合。
在這個混合系統中,還存在一個創新點,即閥門調節的周期、閥門調節的步長都可以隨時給定。操作工可以根據自己的操作經驗和習慣對閥門調節的周期和步長進行設定,用最低的調節頻率達到最佳的調節效果。不像其他的煤氣}昆合系統,閥門調節的周期和步長都做在程序里,控制界面上不能顯示給定,程序做好之后,操作工在操作過程中,遇到不合適的情況也不會改動,更沒法改動。
② 壓力穩定控制
在這種安裝有變頻控制系統的情況下,控制壓力穩定比較簡單,即通過變頻器改變電源的頻率進而改變煤氣鼓風機的轉速,來調整風機出口的壓力。
參考文獻:
[1] GB 6222—2005,工業企業煤氣安全規程[S].
[2] 項友謙.燃氣熱力工程常用數據手冊[M].北京:國建筑工業出版社,2003.
[3] 姜正侯.燃氣工程技術手冊[M].上海:同濟大學版社,1997.
(本文作者:呂健鵬 雷中明 洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039)
贊 賞 分享
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
- 注解:本資料由會員及群友提供僅供閱讀交流學習,不得用于商業用途!
