摘 要:連續(xù)油管作業(yè)技術(shù)已經(jīng)在鉆井、完井、防砂、試油、采油、修井、測(cè)井等井下作業(yè)領(lǐng)域得到了廣泛應(yīng)用,在線缺陷檢測(cè)對(duì)于保證連續(xù)油管安全運(yùn)行意義重大。為此,將微磁檢測(cè)技術(shù)引入到連續(xù)油管管體的缺陷檢測(cè),采用電渦流檢測(cè)技術(shù)來測(cè)量油管橢圓度,并建立了油管缺陷的微磁檢測(cè)等效磁導(dǎo)率計(jì)算模型、推導(dǎo)了5個(gè)參數(shù)計(jì)算油管橢圓度的方法。在此基礎(chǔ)上研制了連續(xù)油管電磁檢測(cè)系統(tǒng)樣機(jī),通過微磁檢測(cè)裝置上均勻安裝的6個(gè)磁通門測(cè)磁傳感器和用于橢圓度測(cè)量的6個(gè)電渦流傳感器,獲得6個(gè)所測(cè)量油管在圓周上的距離數(shù)據(jù),把第6個(gè)渦流傳感器用于對(duì)橢圓度測(cè)量結(jié)果進(jìn)行校驗(yàn)。實(shí)驗(yàn)結(jié)果表明,該檢測(cè)儀器的檢測(cè)速度可達(dá)1m/s,缺陷分辨率為0.1mm,橢圓度檢測(cè)精度高達(dá)1%;可對(duì)連續(xù)油管使用過程中常見的腐蝕、裂紋缺陷和橢圓庋缺陷同時(shí)進(jìn)行檢測(cè),檢測(cè)速度快、效率高、穩(wěn)定可靠。該項(xiàng)成果為連續(xù)油管的快速檢測(cè)應(yīng)用提供了技術(shù)保障。
關(guān)鍵詞:連續(xù)油管 微磁檢測(cè) 在線檢測(cè) 電磁檢測(cè) 等效磁導(dǎo)率 渦流檢測(cè) 橢圓度 缺陷
Mico-magnetic-based,reline testing for coiled tubing operations
Abstract:Coiled tubing has been widely applied to wellsite such as drillin9,completion,sand control,oil testin9,production,workover,logging,etc.so its safe running will highly rely on its on line defect detection.Therefore,we introduced a micro-magnetic tesring technology to detect the flaws of pipe body of coiled tubings and adopted eddy current testing to measure the el lipticity of tubings.We also established a micro-magnetic testing equivalent permeability model,and deduced ellipticity calculation algorithms of coiled tubings using five parameters.On this basis,we developed a coiled tubing electromagnetic testing prototype.Around a circle of the coiled tubing,there arranged one transducer of a Fluxgate Magnetometer and one eddy current sensor every 60 degrees in the instrument,from which we could obtain the data of the distance of each tubing on this circle.The sixth eddy current sensor was used to check the measurement results of ellipticity.The experimental results showed that the testing speed ran up to 1m/s,the testing resolution of the instrument reached 0.1mm,and the ellipticity measurement accuracy reached as high as 1%:and also this system could simultaneously test the common corrosion,crack and elliptical defects in the using process with rapid,efficient,stable and reliable performance.This study provides a technical support for the application of rapid online detection for coiled tubing assembly.
Keywords:coiled tubing,micro-magnetic testing,on-line detection,equivalent permeability,eddy current testing,ellipticity,defect
連續(xù)油管是隨著小井眼鉆井技術(shù)發(fā)展起來的一種新技術(shù),具有安全可靠、成本低、效率高的特點(diǎn),解決了許多常規(guī)作業(yè)技術(shù)和方式難以解決的難題[1-3],已經(jīng)成為鉆井領(lǐng)域的技術(shù)新熱點(diǎn)[4]。20世紀(jì)30年代國(guó)外就開展了相關(guān)研究工作,近幾年國(guó)內(nèi)相關(guān)科研院所通過技術(shù)引進(jìn)和自主研發(fā)已經(jīng)成功開發(fā)了具有自主知識(shí)產(chǎn)權(quán)的連續(xù)油管作業(yè)車[5-6]。連續(xù)油管工作環(huán)境復(fù)雜,在常規(guī)作業(yè)中要受到多種交變載荷的共同作用,極易形成缺陷。因此,連續(xù)油管在工作壽命期內(nèi)應(yīng)進(jìn)行監(jiān)測(cè),一旦其管壁厚度達(dá)到規(guī)定的極限、橢圓度超過一定數(shù)值或發(fā)現(xiàn)油管表面存在缺陷,就不得再使用。然而,現(xiàn)在國(guó)內(nèi)對(duì)連續(xù)油管的檢測(cè)仍處于實(shí)驗(yàn)室研究階段,還不能很好地將其用于現(xiàn)場(chǎng)的在線檢測(cè)中,且檢測(cè)方式大都集中在裂紋、腐蝕等缺陷檢測(cè)方面,無法實(shí)現(xiàn)對(duì)連續(xù)油管的全面檢測(cè)。筆者根據(jù)連續(xù)油管在線檢測(cè)需求,基于微磁檢測(cè)技術(shù)和電渦流檢測(cè)技術(shù),研制了連續(xù)油管電磁檢測(cè)系統(tǒng)樣機(jī),檢測(cè)效率高、穩(wěn)定、可靠。
1 基本原理
1.1 基于地磁環(huán)境的連續(xù)油管微磁檢測(cè)技術(shù)
微磁檢測(cè)技術(shù)是一種不需要外界對(duì)檢測(cè)工件進(jìn)行磁化,利用缺陷自身產(chǎn)生的漏磁場(chǎng)進(jìn)行無損檢測(cè)的新技術(shù)。在國(guó)外,俄羅斯在該領(lǐng)域一直處于領(lǐng)先地位[7],國(guó)內(nèi)軍械工程學(xué)院[8-9]、武漢理工大學(xué)[10]、華中科技大學(xué)[11]等高校的學(xué)者進(jìn)行了一些理論研究。本課題組一直致力于微磁檢測(cè)技術(shù)的研究,在國(guó)際上首先提出將微磁檢測(cè)技術(shù)用于非鐵磁性材料的無損檢測(cè),相關(guān)的研究成果已發(fā)表于國(guó)內(nèi)外相關(guān)期刊上[12-14]。
油管本體是低碳合金鋼材質(zhì),金屬被腐蝕或產(chǎn)牛裂紋的部位一般由低磁導(dǎo)率物質(zhì)(空氣或其他氣體)填充,從而導(dǎo)致油管在缺陷處的等效磁導(dǎo)率與本體存在差異,磁場(chǎng)強(qiáng)度不同。假設(shè)連續(xù)油管裂紋或腐蝕部位由空氣填充,建立如圖1所示的計(jì)算模型。

根據(jù)等效磁阻的計(jì)算公式,可得

式中Reff是等效磁阻,Ra為缺陷處空氣磁阻;Rm為連續(xù)油管本體磁阻。
將磁阻計(jì)算公式R=l/mA代入公式(1)中,整理得

式中meff、ma、mm分別為等效磁導(dǎo)率、缺陷處磁導(dǎo)率、連續(xù)油管本體磁導(dǎo)率;Aeff、Aa、Am分別為等效面積、缺陷處面積、連續(xù)油管本體面積。
依據(jù)公式(2)可知油管在缺陷處(低磁導(dǎo)率填充)等效磁導(dǎo)率小于本體磁導(dǎo)率,在該處產(chǎn)生一個(gè)向上的異常磁信號(hào)。同理可知,對(duì)于管壁變厚,相當(dāng)于面積增大,因此會(huì)產(chǎn)生一個(gè)向下的異常磁信號(hào)。根據(jù)缺陷形成的不同特點(diǎn),管壁腐蝕的異常磁信號(hào)變化平緩,而裂紋缺陷的異常磁信號(hào)變化劇烈產(chǎn)生類似沖激信號(hào)的磁信號(hào)。
1.2 基于渦流測(cè)距的連續(xù)油管橢圓度測(cè)量及優(yōu)化
1.2.1基于渦流測(cè)距的連續(xù)油管橢圓度測(cè)量
橢圓度的定義為同一截面上的直徑最大值與最小值之差除以公稱直徑再乘以l00%,即

式中a是直徑最大值,b是直徑最小值,矗為公稱直徑。
在平面內(nèi)要確定1個(gè)橢圓共需5個(gè)參數(shù):橢圓中心坐標(biāo)(x0,y0)、長(zhǎng)軸半徑a、短軸半徑b、長(zhǎng)軸與x軸的夾角q。則在平面任意位置橢圓的方程可表示:

將式(4)展開,可表示為線性方程
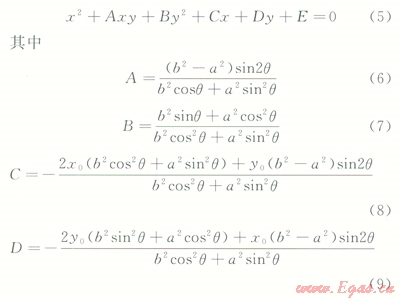

A、B、C、D、E分別為橢圓的5個(gè)參數(shù)。采用最小二乘法進(jìn)行橢圓擬合,求出這5個(gè)參數(shù)后代入橢圓度公式(3)中即可求得連續(xù)油管該處的橢圓度。
1.2.2橢圓度測(cè)量值的優(yōu)化
為了能一次性對(duì)連續(xù)油管1個(gè)截面內(nèi)所有位置進(jìn)行全面的損傷檢測(cè),在1個(gè)圓周上每60°布置1個(gè)測(cè)磁傳感器和l個(gè)渦流傳感器(圖2)。根據(jù)上節(jié)的敘述,確定某位置橢圓度需要5個(gè)參數(shù),故僅需任意5個(gè)渦流傳感器所測(cè)量的距離數(shù)據(jù)。為了進(jìn)一步提高橢圓度的測(cè)量準(zhǔn)確度和連續(xù)油管運(yùn)行的安全性,利用第6個(gè)傳感器對(duì)測(cè)量結(jié)果進(jìn)行最優(yōu)化。優(yōu)化過程如下:①任取6個(gè)傳感器中的5個(gè)傳感器數(shù)據(jù)運(yùn)用上節(jié)所述方法計(jì)算出1個(gè)橢圓度值S,;②由數(shù)組排列知識(shí)可知,共有6種情況,按照步驟①分別計(jì)算其他橢圓度S2、S3、S4、S5、S6;③取6個(gè)測(cè)量值中的最大值(最壞值)作為最終連續(xù)油管的橢圓度測(cè)量值并顯示。另外,可利用第6個(gè)傳感器對(duì)測(cè)量的橢圓度進(jìn)行校驗(yàn),若所測(cè)量的6個(gè)橢圓度值相差較大,則表明測(cè)量結(jié)果不可信,因?yàn)楦鶕?jù)工程實(shí)際,同一個(gè)位置上的橢圓度是一定的,測(cè)量結(jié)果應(yīng)該一致。

1.3 連續(xù)油管電磁檢測(cè)系統(tǒng)設(shè)計(jì)
連續(xù)油管電磁檢測(cè)系統(tǒng)主要由上位機(jī)、檢測(cè)單元、數(shù)據(jù)采集和信號(hào)分析處理子系統(tǒng)、數(shù)據(jù)通信子系統(tǒng)構(gòu)成(圖3)。其中,檢測(cè)單元主要由磁法檢測(cè)儀、橢圓度測(cè)量單元、旋轉(zhuǎn)編碼器定位單元、數(shù)據(jù)采集單元組成。微磁檢測(cè)單元中的6個(gè)磁通門測(cè)磁傳感器和用于橢圓度測(cè)量的6個(gè)電渦流傳感器都是相互獨(dú)立且由相對(duì)應(yīng)的軟件調(diào)試、控制,這樣可以保證即使在其中一個(gè)傳感器出現(xiàn)問題也不會(huì)影響整個(gè)系統(tǒng)的正常運(yùn)行。圖2是用于將測(cè)磁傳感器、渦流傳感器、光學(xué)編碼器等3種探頭安裝于連續(xù)油管作業(yè)車上實(shí)現(xiàn)在線檢測(cè)的裝置機(jī)械圖。圖3中標(biāo)出了3種探頭的安裝位置。

2 連續(xù)油管電磁檢測(cè)系統(tǒng)實(shí)驗(yàn)研究
2.1 缺陷檢測(cè)實(shí)驗(yàn)研究
取一根實(shí)際作業(yè)使用過,長(zhǎng)度為620mm的連續(xù)油管,利用線切割工藝在油管上預(yù)制了裂縫深度分別為0.1mm、0.3mm、0.5mm、0.8mm、1mm共5個(gè)缺陷(圖4)。

實(shí)驗(yàn)過程中,連續(xù)油管以1m/s的速度(實(shí)際作業(yè)時(shí)的速度)在機(jī)械裝置中抽動(dòng)。圖5是某通道原始磁信號(hào)曲線,可以看出分別在95mm、185mm、298mm、421mm、525mm處出現(xiàn)了向上(因?yàn)橛镁€切割預(yù)制的缺陷類似裂紋、腐蝕缺陷)的磁信號(hào)異常,這就是工件上所預(yù)制的5個(gè)人工缺陷。圖6檢測(cè)結(jié)果二維成像圖更加明顯,直觀表示了這些缺陷和大小。圖4表明了5個(gè)缺陷在油管上準(zhǔn)確位置分別是l02mm、191mm、295mm、424mm、527mm,這與實(shí)際檢測(cè)的位置相比最大絕對(duì)誤差為7mm(第1個(gè)缺陷),相對(duì)誤差不到1%。


2.2 橢圓度測(cè)量實(shí)驗(yàn)研究
在同一根連續(xù)油管上50mm處和470mm處預(yù)制5.1%和9.2%的2個(gè)橢圓度缺陷。實(shí)驗(yàn)過程中,每隔30mm選取一點(diǎn)用游標(biāo)卡尺逐點(diǎn)測(cè)量橢圓度作為理論值。
圖7中綠色曲線為檢測(cè)系統(tǒng)對(duì)該油管的測(cè)量結(jié)果,紅色曲線為游標(biāo)卡尺所測(cè)量的理論值曲線。黑色曲線中有2處橢圓度測(cè)量值比較大,其橢圓度測(cè)量值分別為5.6%、9.7%,這與預(yù)制缺陷的位置及理論值一致。圖8為游標(biāo)卡尺所測(cè)量理論值與檢測(cè)系統(tǒng)的檢測(cè)結(jié)果的對(duì)比曲線,從圖8中可以看出,誤差最大值為0.55%,測(cè)量精度達(dá)到l%。


3 現(xiàn)場(chǎng)試驗(yàn)
在重慶某井進(jìn)行了在線檢測(cè)現(xiàn)場(chǎng)試驗(yàn)(圖9),檢測(cè)長(zhǎng)度為6000m,檢測(cè)結(jié)果如圖10所示,圖10中從上到下4個(gè)部分為原始信號(hào)曲線、處理信號(hào)曲線、橢圓度曲線、二維成像圖。從圖10中所顯示的二維缺陷成像圖可以看出,油管沒有大的缺陷,僅僅在被檢油管的181m處存在深度為0.5mm、面積為40mm2的表面細(xì)微損傷。通過橢圓度曲線可以看出,被檢油管1669.6m處橢圓度為4.9%,1688.5m處橢圓度為4.5%,1700.5m處橢圓度為4.2%,其他各處橢圓度均小于4.0%,與實(shí)際油管的損傷情況一致。


4 結(jié)束語
針對(duì)連續(xù)油管在線檢測(cè)需求,將微磁檢測(cè)技術(shù)運(yùn)用于連續(xù)油管管體缺陷的檢測(cè),橢圓度的測(cè)量則采用渦流測(cè)距的方式,對(duì)連續(xù)油管使用過程中常見的腐蝕、裂紋缺陷和橢圓度缺陷共同進(jìn)行檢測(cè),分析了連續(xù)油管微磁檢測(cè)的原理、建立了微磁檢測(cè)等效磁導(dǎo)率計(jì)算模型、設(shè)計(jì)了橢圓度測(cè)量的算法,利用第6個(gè)傳感器對(duì)結(jié)果進(jìn)行優(yōu)化及校驗(yàn)。研制了連續(xù)油管電磁檢測(cè)儀器樣機(jī)。試驗(yàn)表明,儀器的缺陷分辨率為0.1mm,檢測(cè)速度可達(dá)1m/s,橢圓度檢測(cè)精度高達(dá)1%。現(xiàn)場(chǎng)試驗(yàn)同樣表明該儀器檢測(cè)效率高,速度快、穩(wěn)定可靠。為保障連續(xù)油管的安全運(yùn)行和預(yù)防由連續(xù)油管損傷導(dǎo)致的生產(chǎn)事故提供了有力的技術(shù)手段。
參考文獻(xiàn)
[1]CRABTREE A R,GAVIN W.Coiled tubing in sgur environments:Theory and practice[J].SPE Drilling&Completion,2005,20(1):71-80.
[2]BASS A,STAAL B J.Shallow gas pilot for coiled tubing drilling:A case history[C]//paper 74840 presented at the SPE/ICoTA Coiled Tubing Conference and Exhibition,9-10 April 2002,Houston,Texas,USA.New York:SPE,2002.
[3]PINK T,NEVES M,SEYLER C,et al.Drilling with a positive displacement motor and a rotary-steerable system on 3.5 in CT in the San Juan Basin[C]//paper 107115 presented at 2007 SPE/ICoTA Coiled Tubing and Well In tervention Con{erence and Exhibition,20-21 March 2007,Woodlands,Texas,USA,New York:SPE,2007.
[4]賀會(huì)群.連續(xù)管鉆井技術(shù)與裝備[J].石油機(jī)械,2009,37(7):1-6.
HE Huiqun.The coiled tubing drilling technology and equipment[J].China Petroleum Machinery,2009,37(7):1-6.
[5]單代偉,李奔,田雨,等.CTRl20/300復(fù)合連續(xù)油管鉆機(jī)研制與試驗(yàn)[J].天然氣工業(yè),2013,33(2):76-80.
SHAN Daiwei,LI Ben,TIAN Yu,et al.Research&development of CTRl 20/300 hybrid coiled tubing rig and its experimental studies[J].Natural Gas Industry,2013,33(2):76-80.
[6]蘇新亮,李根生,沈忠厚,等.連續(xù)油管鉆井技術(shù)研究與應(yīng)用進(jìn)展[J].天然氣工業(yè),2008,28(8):55-57.
SU Xinliang,LI Gensheng,SHEN Zhonghou,et al.Research on coiled tubing drilling technology and its application[J].Natural Gas Industry,2008,28(8):55-57.
[7]魏英杰.基于微磁原理的鋼絲繩無損檢測(cè)方法研究[D].秦皇島:燕山大學(xué),2012.
WEI Yingjie.Method research on nondestructive testing for wire ropes based on the micro magnetic theory[D].Qin huangdao:Yanshan University,2012.
[8]劉美全,孫欽蕾,姜忠寶.基于微磁學(xué)分析的缺陷微磁檢測(cè)機(jī)理研究[J].中國(guó)機(jī)械工程,2013,24(9):1173-1176.
LIU Meiquan,SUN Qinlei,JIANG Zhongba0.Research on micro-magnetic detecting mechanism of defect based on micro magnetics analysis[J].China Mechanical Engineering,2013,24(9):1173-1176.
[9]劉美全,徐章遂,陳鵬,等.磁場(chǎng)作用下缺陷微磁生成機(jī)理研究[J].計(jì)算機(jī)測(cè)量與控制,2010,18(2):437-439.
LIU Meiquan,XU Zhangsui,CHEN Peng,et al.Mechanism of forming micro-magnetic field around defect by putting magnetic field on workpiece[J].Computer Measurement&Control,2010,18(2):437-439.
[10]陶德馨,艾麗斯佳.基于弱磁探傷的鋼絲繩無損檢測(cè)技術(shù)[J].中國(guó)工程機(jī)械學(xué)報(bào),2009,7(1):96-99.
TAO Dexin,AILI Sijia.Nondestructive testing technology for wire ropes based on weak magnetic flaw detection[J].Chinese Journal of Construction Machinery,2009,7(1):96-99.
[11]康宜華,孫有為,孫燕華.移動(dòng)式連續(xù)管檢測(cè)系統(tǒng)設(shè)計(jì)[J].石油機(jī)械,2012,40(11):86-89.
KANG Yihua,SUN Youwei,SUN Yanhua.Design of the mobile CT detection system[J].China Petroleum Machinery,2012,40(11):86-89.
[12]YU R Q,HU B,ZOU H C.Magnetic detection technology for tiny flaws in FSW of aluminium alloy[J].Science and Technology of Welding and Joining,2012,l7(7):534-538.
[13]HU Bo,YU Runqiao,ZOU Hengcai.Magnetic non-destructive testing method for thin plate aluminum alloys[J].NDT&E International,2012,47:66-69.
[14]YU R Q,HU B,XIAO W B,et al.Micro magnetic technology for detection of carbon impurity in crystalline silicon[J].NDT&E International,2014,62:1-5.
本文作者:程強(qiáng)強(qiáng) 夏桂鎖 于潤(rùn)橋 程?hào)|方 周兆明
作者單位:南昌大學(xué)
南昌航空大學(xué)
中國(guó)石油川慶鉆探工程公司安全環(huán)保質(zhì)量檢測(cè)研究院
您可以選擇一種方式贊助本站
賬贊助")
支付寶轉(zhuǎn)賬贊助
賬贊助")
微信轉(zhuǎn)賬贊助
