10 時(shí)基線和靈敏度設(shè)定
10.1 概述
依據(jù)本標(biāo)準(zhǔn)和附錄E要求,每次檢測前應(yīng)設(shè)定時(shí)基線和靈敏度,并考慮溫度的影響,時(shí)基線和靈敏度設(shè)定時(shí)的溫度與焊縫檢測時(shí)的溫度之差不應(yīng)超過15℃。
檢測過程中至少每4小時(shí)或檢測結(jié)束時(shí),應(yīng)對時(shí)基線和靈敏度設(shè)定進(jìn)行校驗(yàn),當(dāng)系統(tǒng)參數(shù)發(fā)生變化或等同設(shè)定變化受到質(zhì)疑時(shí),也應(yīng)重新校驗(yàn);
如果在檢測過程中發(fā)現(xiàn)偏離應(yīng)按表2要求進(jìn)行修正。

10.2 設(shè)定參考靈敏度
應(yīng)選用下列任一技術(shù)設(shè)定參考靈敏度:
a)技術(shù)1:以直徑為3mm橫孔作為基準(zhǔn)反射體,制作距離-波幅曲線(DAC)。
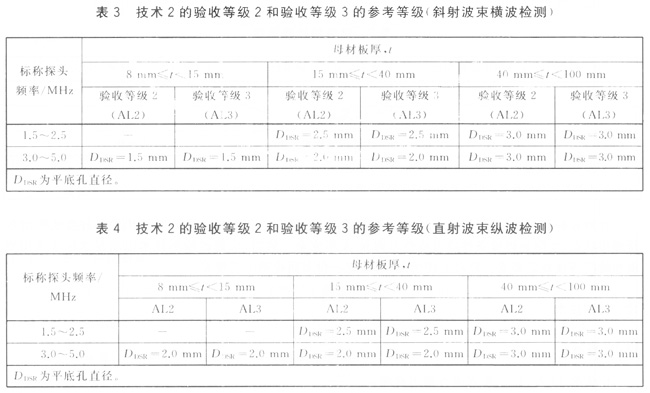
b)技術(shù)2:以規(guī)定尺寸的平底孔(見表3和表4)作為基準(zhǔn)反射體的,制作縱波/橫渡距離-增益尺寸曲線(DGS)。
c)技術(shù)3:應(yīng)以寬度和深度均為1mm的矩形槽作為基準(zhǔn)反射體。該技術(shù)僅應(yīng)用于斜探頭(折射角≥70°)檢測厚度8mm≤t<15mm的焊縫,
d)技術(shù)4:串列技術(shù)。以直徑為6mm平底孔(所有厚度)作為基準(zhǔn)反射體,垂直于探頭移動(dòng)區(qū)。
該技術(shù)僅應(yīng)用于斜探頭(折射角為45°)檢測厚度t≥15mm的焊縫。
橫孔和矩形槽的長度應(yīng)大于用-20dB法測得的聲束寬度。
10.3 評定等級
應(yīng)評定所有等于或超過評定等級的顯示。
GB/T 29712中表A.1給出了技術(shù)1~4的評定等級。
10.4 傳輸修正
當(dāng)使用對比試塊建立參考等級時(shí),應(yīng)在工件和試塊有代表性的位置測量聲能傳輸損失差值。適用技術(shù)見附錄F。
如差值小于等于2dB,無需修正。
如差值大于2dB且小于12dB,應(yīng)進(jìn)行補(bǔ)償。
如差值大于等于12dB,應(yīng)考慮原因,如適用應(yīng)進(jìn)一步修整探頭移動(dòng)區(qū)。
當(dāng)檢測對象存在較大的聲能傳輸損失差值,但未發(fā)現(xiàn)明顯原因時(shí),應(yīng)測量檢測對象不同位置的聲能傳輸損失,并應(yīng)采取修正措施。
10.5 信噪比
焊縫檢測過程中,噪聲電平,不包括表面?zhèn)物@示,應(yīng)至少保持在評定等級-12dB以下。可根據(jù)技術(shù)協(xié)議放寬信噪比要求。
您可以選擇一種方式贊助本站
賬贊助")
支付寶轉(zhuǎn)賬贊助
賬贊助")
微信轉(zhuǎn)賬贊助